Water Transfer Printing (WTP) is an advanced surface decoration technology that transfers patterns from a…
Perfume Bottle Cap Coating Line

Bottle cap spray coating line is a tailored setup according to the workpiece characteristics (such as material, size, and output). The following provides reference information based on typical automatic spraying line technical parameters and process flows.
Core Equipment Parameters
Workpiece Adaptability
The maximum workpiece size is usually a diameter of 100mm and a height of 80mm, capable of handling metal, glass, and other material caps.
Conveyor System
The speed of the hanging conveyor chain is adjustable within a range of 1-8 m/min, with a load capacity of approximately 500-600 kg, ensuring smooth transport of workpieces.
Spraying Unit
Spray booth is configured via dry or water curtain filtration with an automatic rotation mechanism. Multiple automatic spray guns are installed in two groups, each spray gun can be separately adjusted.
Drying and Curing
The oven uses hot air circulation, with a temperature range from room temperature to 80°C, and internal temperature variation controlled within ±3°C, supporting low-temperature curing processes.
Power and Control
The power supply is 380V three-phase, with a total power of 80 kW; the electrical control system is PLC-based to achieve process interlock, parameter setting, and fault alarms.
We’ll guide you about the detailed setup and technologies being used so you can evaluate how you can customize your coating line.
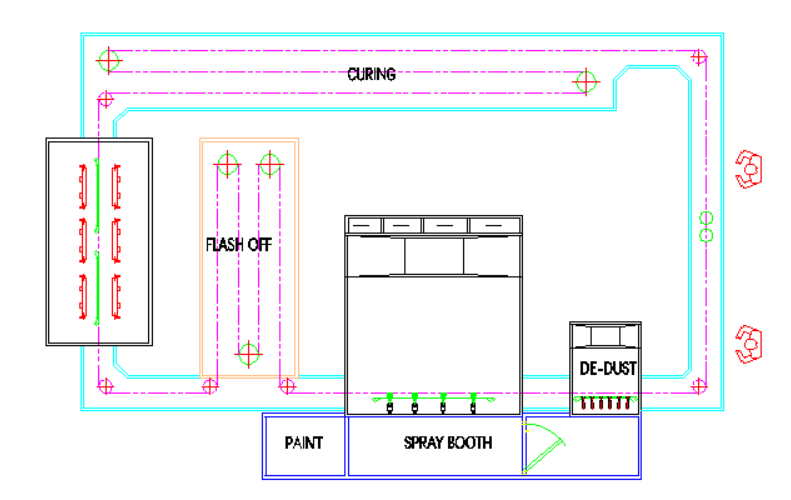
Coating Line Process Flow
Vacuum + UV: a typical choice for high qaulity products. For this solution, the only coating in use is UV. Workflow is: loading -> de-dust -> uv base coat spray -> curing -> vacuum plating -> uv top coat spray -> curing -> unloading.
Loading
The operator manually places the semi-finished caps on the clamp in loading area of the workbench or conveys the caps to the starting position of the spraying line by means of an automatic feeding device.
Pretreatment
- Dust removal: The cleaned cap enters the electrostatic precipitator to remove dust and tiny particles from the surface to ensure a clean surface.
- Surface Treatment (for metal caps): Phosphating or passivation is applied to enhance the adhesion of the coating.
Spraying
- Primer spraying: The bottle cap enters the spraying room, and the spray gun sprays the primer on the surface of the bottle cap according to the set parameters. The primer provides good adhesion and corrosion protection, laying the foundation for subsequent topcoat spraying. During the spraying process, the cap may rotate under the control of a forced rotation system to ensure that the primer covers the cap surface evenly.
- Fast low-temperature baking: After the primer is sprayed, the bottle cap enters the drying channel, adjusts the temperature to 60 – 70 °C, bakes for 3 – 5 minutes, so that the solvent evaporates to 90%, the coating resin undergoes a cross-linking reaction, and the paint film hardens, providing a good foundation for topcoat spraying.
- Top coat spraying: After the primer is baked and hardened, the bottle cap enters the top coat spraying room and sprays the top coat. The topcoat pursues uniformity and gloss, and the spraying system will precisely control the spraying parameters according to the shape of the cap and the process requirements to ensure that the topcoat is evenly covered on the surface of the primer.
Drying and curing
- Hot air curing: For thermosetting coatings, the caps enter a tunnel oven and bake at a temperature of 80 – 150°C (the specific temperature is adjusted according to the coating) to fully cure the coating and achieve good adhesion and durability.
- UV curing: For UV paint, the cap enters the UV curing room, and under the irradiation of the UV lamp, the coating is instantly cured, with low energy consumption and high efficiency.
Air cooling
The temperature of the cap after drying and curing is high, so it needs to be cooled by air cooling to avoid deformation of the cap caused by high temperature and affect product quality.
Quality inspection
Use automatic testing equipment, such as cameras to detect defects such as coating uniformity, color aberration, bubbles, etc., or inspect the spraying quality of bottle caps through manual visual inspection and random inspection. Qualified caps enter the next process, and unqualified caps are reworked or rejected.
Packaging
Qualified caps are packaged by stacking or reel packing, etc., to avoid scratching the coating during transportation, and then stored or shipped in the warehouse.
Technologies to use
Most plastic coating technologies are similar. Difference is at pre-treatment. Besides traditional electrostatic de-dusting, we always apply flame treatment for better adhension. Comparing to other lines, bottle cap coating line can be super fast with lots of jigs installation on conveyor.
Should you use vacuum or nano coating?
Based our industry experience, vacuum is better and used by more people for fast and high quality production. The first investment is relatively high but the use is cheaper. The most important is you don’t have to use lots of paint during operation. The wasted paint will be harmful to environment if not treated properly. If you just want to save the first investment and avoid using vacuum, the overall operation costs will be much higher.
Perfume bottle caps coating line FAQ
What’s the minimum installation space required?
80㎡ would be the minimum required space for coating line installation(full automatic line)
What kind of materials used for coating line manufacturing?
The main structure is made by stainless steel and could be customized based your needs.
How can I get detailed quotation?
We need to collect sufficient information for quotation such as caps size, output rate, the technique you use and clean room setup etc.. contact us for further discussion.
Comments (0)